扁鋼,是指寬12-300mm、厚3-60mm、截面為長方形并稍帶鈍邊的鋼材。扁鋼可以是成品鋼材,也可以做焊管的坯料和疊軋薄板用的薄板坯。那么扁鋼的用途是什么,扁鋼生產工藝是怎么樣的。

扁鋼的用途
主要用途:扁鋼作為成材可用于制箍鐵、工具及機械零件,建筑上用作房架結構件、扶梯。扁鋼按其形狀分為兩種:平面彈簧扁鋼和單面雙槽彈簧扁鋼。熱軋彈簧扁鋼主要用于制造汽車、拖拉機、鐵路運輸等機械上的鋼板彈簧。
扁鋼與與傳統的鋼板相比
產品規格特殊。厚度在8~50mm,寬度150-625mm,長度5-15m,且產品規格檔距較密,可以滿足用戶的需求,代替中板使用、不用切割,就可直接進行焊接。
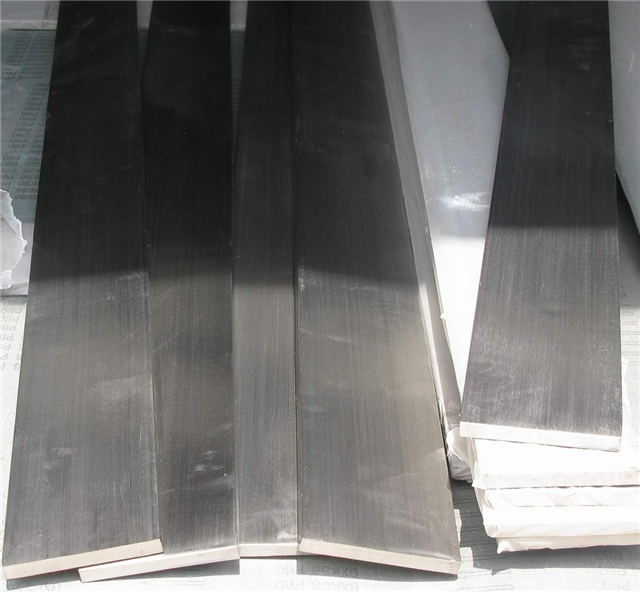
產品表面的光潔。工藝中二次采用高壓水除鱗工序,確保鋼材表面光潔
兩側邊垂直,菱角清楚。精軋中的二道立軋,保證了兩側邊垂直度好,角清,邊部表面質量好。
產品的尺度精確,三點差,同級差優于鋼板標準;產品平直、板型好。精軋采用連軋工藝,自動活套自動控制,確保不堆鋼不拉鋼,產品尺寸精度高,公差范圍、三點差、同條差、鐮刀彎等參數都優于中板,并且板型直度好。冷剪剪切,長度定尺精度高。
產品材質采用國家標準,與鋼板相同。質量技術標準按YB/T4212-2010標準組織生產(Q345B/Q235B分別參照GB/T1591-94,GB/T700-06標準)
扁鋼生產工藝
精密扁鋼生產工藝扁鋼精整機的工作原理是將冷態扁鋼毛壞用兩組上下交錯布置的校平輪對厚度方向進行預校平和最終校平;用一對相對布置的精整輪對其寬度方向進行擠壓,使寬度被壓縮而達到預期的參數,其壓縮量可調;用5支交錯布置的校直輪對其寬度方面進行校直. 此系統主要由控制箱、精整壓輥、預校平單元、精整單元、校直單元組成 。
其生產工藝流程可概括為:預校平→精整→校直→后校平.扁鋼/a/b寬12-300mm、厚4-60mm、截面為長方形并稍帶純邊的鋼材。扁鋼可以是成品鋼材,也可以做焊管的坯料和疊軋薄板用的薄板坯。
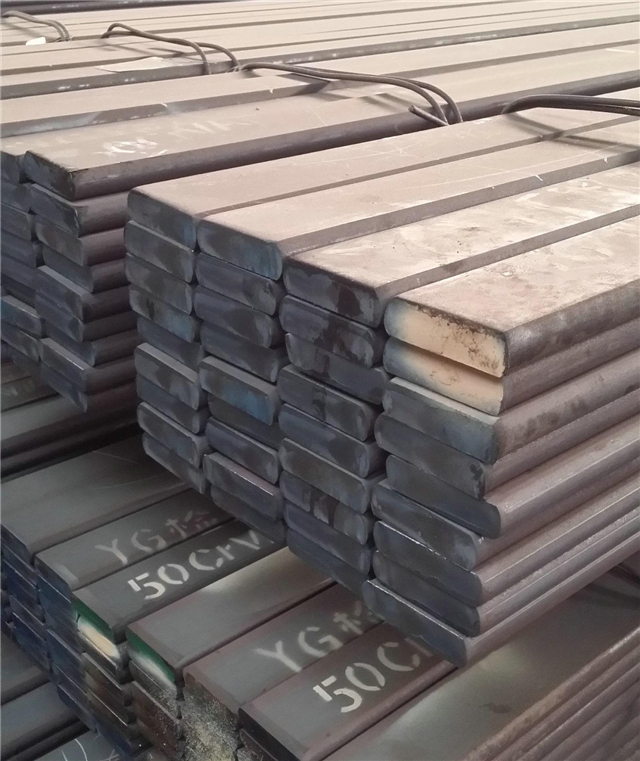
汽車用彈簧扁鋼的工藝方法
彈簧扁鋼采用轉爐冶煉工藝制成。與現有技術相比具有以下優點和積極效果:
1.用轉爐煉扁鋼,主要采用鐵水為原料,鐵水中有害元素較少,生產出的扁鋼質量有保證。
2.由于成品率高,耗電量少,每噸成本比電爐下降。
3.鋼水直接鑄成小方坯,省略了開坯工序,降低了成本。
4.連鑄小方坯定尺率高,能保證扁鋼定尺率,滿足用戶的需求。
